

مترجم: حبیب الله علیخانی
منبع:راسخون
منبع:راسخون
در اکثر قریب به اتفاق موارد، لایه های سطحی، قبل از شروع کار قطعه، تشکیل می شود. این کار با انجام یک عملیات فنی بر روی قطعه، انجام می شود تنها در موارد استثنایی، لایه های سطحی وجود دارند که در طی سرویس دهی قطعه، بر روی آن ایجاد می شود (مثلا لایه های تشکیل شده به دلیل ایجاد سایش اندک در نمونه). این لایه ها، لایه هایی هستند که در طی سرویس دهی قطعه، ایجاد می شوند. بحث بعدی، تنها در مورد اولین نوع از لایه هاست (یعنی لایه هایی که پیش از استفاده از محصول در کار، اعمال می شوند).
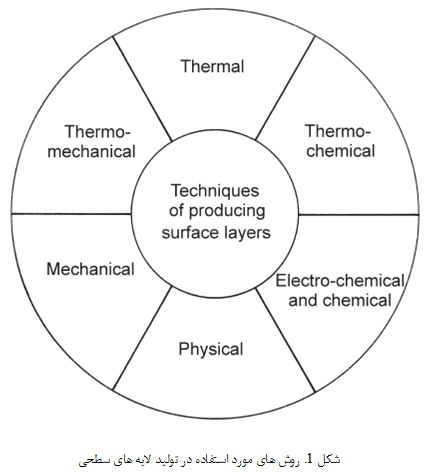
بسته به نوع اثرات مورد استفاده برای ایجاد لایه های سطحی، تمام روش های شکل دهی این لایه ها، ممکن است به 6 گروه اصلی تقسیم بندی شوند (شکل 1). روش های مکانیکی، ترمومکانیکی، گرمایی، ترموشیمیایی، الکتروشیمیایی و شیمیایی و فیزیکی.
 هر گروه از روش ها، موجب می شوند تا نوع خاصی از لایه های سطحی، با ضخامت معین و کاربرد خاص، تولید شوند. البته هر گروه نیز دارای زیر گروه های متعددی می باشند (شکل 2).
هر گروه از روش ها، موجب می شوند تا نوع خاصی از لایه های سطحی، با ضخامت معین و کاربرد خاص، تولید شوند. البته هر گروه نیز دارای زیر گروه های متعددی می باشند (شکل 2).
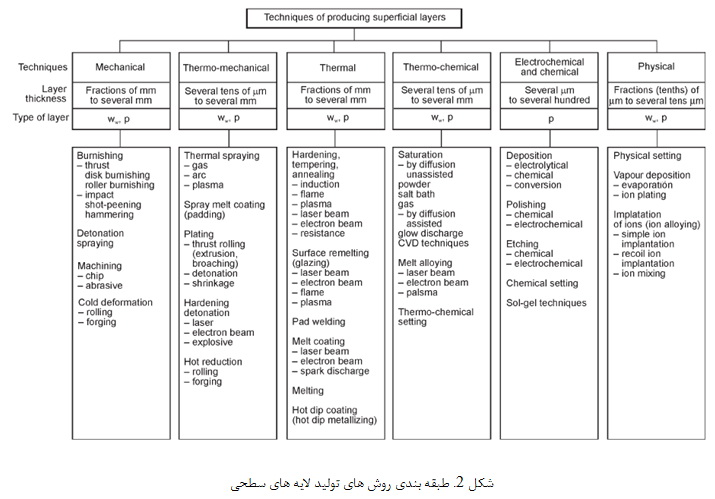 لایه های سطحی ممکن است یا بوسیله ی یک روش و یا بوسیله ی ترکیبی از روش ها، ایجاد می شوند.
لایه های سطحی ممکن است یا بوسیله ی یک روش و یا بوسیله ی ترکیبی از روش ها، ایجاد می شوند.
ماشین کاری با کمک تراشه برداری که همراه با یک تعداد تعریف شده از لبه های برشی، انجام می شود. این ابزارهای برش، دارای هندسه ی مشخصی هستند و به صورت چرخشی، برداره برداری، رنده برداری، ایجاد شکاف و ... عمل می کند.
عملیات سایش که با استفاده از دانه های متعدد از مواد ساینده انجام می شود. این لبه های ساینده، دارای شکل رندوم هستند.
سنگ زنی که در واقع از بین بردن ناهواری های سطحی با کمک چرخ های ساینده و یا روش های الکتریکی می باشد. این روش ها با پولیش کاری و دمش ذرات ساینده و یا جریانی از سوسپانسیون مواد ساینده در یک مایع می باشد.
وقتی فلزات به عنوان مواد پوششی استفاده می شوند، فرایند فلزی کردن با اسپری، نامیده می شود. پوشش های تولید شده با روش اسپری، ممکن است تحت عملیات حرارتی، قرار گیرند.
تغییر شکل گرم: این فرایند در دماهای بالا انجام می شود و بدین صورت ری کریستالیزاسیون ماده ی در حال شکل دهی، اتفاق می افتد.
تغییر شکل سرد: این فرایند در دماهایی انجام می شود که ری کریستالیزاسیون، اتفاق نمی افتد بلکه تنها کاهش در ابعاد و کرنش سختی اتفاق می افتد.
بسته به نوع تغییر شکل ایجاد شده، ما این روش ها را به صورت زیر طبقه بندی می کنیم:
نورد: در این روش، ماده بین نورد قابل تنظیم، شکل دهی می شوند.
فرج کردن: وقتی ماده در فرایند فرج قرار می گیرد، ماده در واقع به شکل یک بلوک در می آید و یا با اعمال فشار استاتیک، دچار کاهش سطح مقطع می شود، یا بوسیله ی چکش و یا ماشین های خاص و یا پرس، تغییر شکل می دهد. با اصلاح فرایند فرج، فرایندهای اکستروژن، کشش و فشار، ابداع شده است.
تغییر ریزساختار ماده ی فلزی در حالت جامد (سخت کاری، تمپر و آنیل)
حصول یک فلز جامد و یک پوشش از طریق ذوب ماده
سخت کاری، تمپر و آنیل
این فرایند درگیر تغییر در ریزساختار ماده ی فلزی در حالت جامد می باشد. بدین وسیله، تغییرات مناسبی در خواص مکانیکی، شیمیایی و فیزیکی لایه ی سطحی، ایجاد می شود ولی تغییردر ترکیب شیمیایی ماده ایجاد نمی شود. این فرایندها، شامل حرارت دهی القایی، شعله ای، پلاسما، باریکه ی الکترونی و حرارت دهی مقاومتی است. بعد از این گرم کردن، یک فرایند سرمایش با نرخ مناسب، انجام می شود.
ایجاد لایه ی پوشش با استفاده از مذاب
سطح یکنواخت و صافی از فلز بر روی جسم ایجاد می شود. در این روش، فلز یا پوشش غیر فلزی، موجب آب بندی زیرلایه می شود و بدین صورت، یک ساختار آمورف از پوشش ایجاد می شود. لایه ی ایجاد شده در این روش، دارای خاصیت فیزیکی- شیمیایی متغیر در عرض خود می باشد. البته ایجاد ساختار آمورف در این پوشش ها، تنها با افزایش نرخ سرد کنندگی، قابل حصول می باشد. این فرایند می تواند بوسیله ی حرارت دهی با لیزر، پلاسما، شعله و باریکه ی الکترونی، انجام شود.
مشابه تعمیر بخش های فرسوده می باشد.
مشابه حالتی که این زیرلایه ها، موجب افزایش عمر مفید قطعه می شوند، نیست.
جوشکاری لایی موجب می شود تا زیرلایه، به طور جزئی ذوب شود و این مسئله اجازه می دهد تا پوشش به صورت متالورژیکی، به زیرلایه بچسبد. جوشکاری لایی با استفاده از روش های جوشکاری، انجام می شود. این پوشش ها عمدتاً با روش حرارت دهی قوسی یا شعله ی اکسی استیلن، انجام می شود. مواد مورد استفاده برای جوشکاری لایی و برای ایجاد پوشش های با خواص ویژه، عبارتند از: کربن و فولادهای آلیاژی، فولادهای آستنیتی با منیزیم، کروم و نیکل بالا، فولادهای کروم دار و کروم تنگستن، فولادهای تند بر، چدن های با کروم بالا، آلیاژهایی مانند Co-Cr-W، Ni-Cr-B، Ni-Mo و کاربیدهای زینترشده. ضخامت لایه ی جوشش داده شده در این بخش ها، معمولاً به چند میلی متر نیز می رسد. در گذشته، جوشکاری لایی، به عنوان یک روش اصلاح کننده ی برای روکش کاری، محسوب می شود.
حرارت دهی و فعال سازی شیمیایی بوسیله ی یک واسط بر روی فلز عمل آوری شده، به منظور اشباع آن با عنصر یا عناصر خاص، ایجاد تغییرات مناسب در ترکیب شیمیایی و ریزساختار لایه ی سطحی.
حرارت دهی و فعال سازی فاکتورهای شیمیایی بر روی مواد پوشش به منظور سخت کردن آن.
بسته به حالت شیمیایی واسط، ما روش های زیر را دسته بندی کردیم:
حالت حمام (حمام شامل اجزای فوق اشباع مانند حمام نمک برای کربوریزاسیون یا نیتریداسیون یا حمام شامل ترکیبات فلزی اشباع می باشد)
دو نوع اشباع نفوذی مختلف، وجود دارد:
اشباع نفوذی معمولی که بدون مشارکت فاکتورهای اضافی، انجام می شود. این فرایند زمان زیادی نیاز دارد که معمولاً این زمان، بیشتر از چند ده ساعت می باشد. این مسئله در حالی است که محیط نفوذی در این مورد، ممکن است، جامد، مایع و یا گاز باشد. به طور نمونه وار، عناصری که در این محیط ها، حالت اشباع دارند، عبارتند از کربن، نیتروژن، کروم، تیتانیوم، سیلیکون، گوگرد، نیوبیوم، وانادیوم، آلومینیوم و روی. آلیاژهای اشباع شونده با این روش، عبارتند از فولاد و چدن. برخی اوقات نیز فلزات خالص تجاری مانند نیکل، کبالت، تیتانیوم، مولیبدن، تنگستن، تانتالیوم نیز با این روش، اشباع می شوند. ضخامت لایه ی نفوذی در این روش، به دما و زمان وابسته است و معمولاً بین 0.1 تا 0.3 میلی متر است. در اشباع معمولی، می توان از تمام عملیات های ترموشیمیایی متداول، استفاده کرد مخصوصاً برای فرایندهایی که در دمای بالا، انجام می شود. در اصل، این روش برای افزایش سختی ترکیبات و ابزارآلات، استفاده می شود و با استفاده از این روش، می توان، میزان مقاومت در برابر سایش و خوردگی، را بهبود داد.
اشباع نفوذی با کمک فاکتورهای دیگر: در این روش، از مشارکت یک فاکتور فعال سازی دیگر، برای ایجاد نفوذ، استفاده می شود. زمان انجام این پوشش دهی، کوتاه تر از روش اشباع نفوذی معمولی است و تنها چند ساعت برای انجام فرایند، زمان کافی است. این کار ممکن است تنها در فاز گازی، انجام شود. این روش، برخی اوقات، عملیات ترموشیمیایی نامیده می شود. این روش با اصلاح سطحی انجام می شود و در اصل، به آن روش های CVD گفته می شود. این روش ها در دماهای پایین تری نسبت به فرایندهای نفوذی معمولی، انجام می شود. علت پایین بودن دمای پوشش دهی، موارد زیر است:
انتخاب اتمسفرهای گازی مناسب و استفاده از ترکیبات با دمای ذوب و تجزیه ی پایین
کاهش فشار به فشارهایی بین 500 تا 1000 Pa. این روش را روش CVD فشار پایین نامیده می شود.
فعال سازی الکتریکی محیط گازی با روش تخلیه ی درخشان و یا جریان های فرکانسی بالا. این روش را روش CVD فعال سازی شده می نامند. این روش برای اجزا و قطعه های ماشین، استفاده می شود. این لایه ها، که در این روش تولید می شوند، دارای ضخامتی بین 0.01 و 0.02 میلی متر می باشد و ممکن است از یک ماده ( کاربید، نیترید یا اکسید آهن، کروم، تیتانیوم و کاربید تیتانیوم) یا چند ماده (لایه ی ترکیبی) تشکیل شده باشند. این روش ها برای پوشش دهی ابزارها (عمدتا سری های کاربیدی زینتر شده) یا اجزای ماشین استفاده می شود و با این روش، می توان مقاومت به سایش در این قطعات را بهبود داد.
فرایند اشباع، شامل مخلوط شدن عناصر آلیاژی با لایه ی سطحی مذاب می باشد که با نفوذ جزئی، همراه است. این فرایند آلیاژسازی ذوبی، نامیده می شود.
بسته به نوع اثرات مورد استفاده برای ایجاد لایه های سطحی، تمام روش های شکل دهی این لایه ها، ممکن است به 6 گروه اصلی تقسیم بندی شوند (شکل 1). روش های مکانیکی، ترمومکانیکی، گرمایی، ترموشیمیایی، الکتروشیمیایی و شیمیایی و فیزیکی.
روش های مکانیکی
در روش های مکانیکی، اثر مورد استفاده، فشار یک ابزار یا انرژی کینتیکی، ابزار یا ذرات می باشد و بدین صورت، سخت کاری کرنشی لایه های سطحی یک فلز یا آلیاژ در دمای اتاق ایجاد می شود. بدین صورت، یک پوشش بر روی زیرلایه ی فلزی سرد، ایجاد می شود. این کار با روش های پرداخت کاری استاتیک، پرداخت کاری دینامیک، اسپری انفجاری و ماشین کاری، انجام می شود.پرداخت استاتیک
اعمال نیرو با استفاده از یک فشار متغیر یا ثابت بر روی سطح یک فلز هدف، با استفاده از یک ابزار، موجب می شود تا فلزی سخت تر، ایجاد شود. در این حالت، یک لایه ی سطحی سخت تر نسبت به زیرلایه، ایجاد می شود. پرداخت استاتیک، بر روی اشیایی انجام می شود که از آلیاژهای آهن با کربن و سایر عناصر، تشکیل شده اند. البته این روش، در مورد سایر فلزات و آلیاژها نیز استفاده می شود و بدین صورت، استحکام خستگی نمونه ها، بهبود می یابد. ضخامت لایه ی سخت شده، ممکن است به چند میلی متر نیز برسد.پرداخت دینامیک (ضربه ای)
استفاده از انرژی کینتیک ذرات فولاد، سرامیک و شیشه که به صورت گلوله یا صفحات کوچک هستند (که بواسطه ی نیروی گریز از مرکز، اعمال می شوند)، موجب می شود تا لایه های سطحی سختی ایجاد شوند. این کار با استفاده از انرژی حاصله از گازهای انفجاری و یا اعمال نیرو با ابزارهای چکشی، انجام می شود. ضخامت این لایه، معمولاً کمتر از ضخامت ایجاد شده با روش پرداخت استاتیک است در حالی که کاربردهای آن، مشابه است. در برخی موارد، پرداخت دینامیک، همچنین به عنوان روشی برای ایجاد تنش های فشاری، استفاده می شود و بوسیله ی آن، اجسام با دیواره ی نازک، تولید می شود.اسپری انفجاری یا رسوب دهی انفجاری
این فرایند مشابه با فرایند اسپری حرارتی است و در آن از انرژی کینتیکی ذرات برای تولید پودر فلزی یا سرامیکی استفاده می شود. از این ذرات برای ایجاد پوشش های با خواص مختلف بر روی زیرلای های فلزی، استفاده می شود. این فرایند با حرارت دهی اندک سطح، همراه است. پودر مواد پوششی، فلزی و آلیاژهای آنها، ترکیبات فلزی، کامپوزیت های فلزی- سرامیکی، معمولاً ریزتر از آن حدی هستند که اسپری حرارتی، استفاده شوند. ضخامت پوشش ایجاد شده در این روش، معمولاً بین 0.3 تا 0.4 میلی متر است، اگر چه در برخی موارد، حتی این ضخامت به یک میلی متر نیز می رسد. کاربرد این پوشش ها، مشابه پوشش های تولید شده با روش اسپری است اما پوشش های تولید شده با روش اسپری حرارتی، دارای خواص بهتری هستند.ماشین کاری
این فرایندد، فرایندی است که در آن، جسم شکل دهی شده و ابعاد و سطح نهایی آن تعیین می شود. ماشین کاری معمولاً همراه با سخت شوندگی لایه ی سطحی است، اگر چه این سختی مد نظر نبوده است. با استفاده از ماشین کاری، یک سطح صاف بدست می آید. بسته به هندسه ی ابزارهای برش، ما موارد زیر را باید در نظر بگیریم:ماشین کاری با کمک تراشه برداری که همراه با یک تعداد تعریف شده از لبه های برشی، انجام می شود. این ابزارهای برش، دارای هندسه ی مشخصی هستند و به صورت چرخشی، برداره برداری، رنده برداری، ایجاد شکاف و ... عمل می کند.
عملیات سایش که با استفاده از دانه های متعدد از مواد ساینده انجام می شود. این لبه های ساینده، دارای شکل رندوم هستند.
سنگ زنی که در واقع از بین بردن ناهواری های سطحی با کمک چرخ های ساینده و یا روش های الکتریکی می باشد. این روش ها با پولیش کاری و دمش ذرات ساینده و یا جریانی از سوسپانسیون مواد ساینده در یک مایع می باشد.
روش های ترمومکانیکی
در روش ترمومکانیکی، از اثرات ترکیبی حرارت و فشار به منظور ایجاد پوشش و یا لایه ی سطحی سخت استفاده می شود. روش های مورد استفاده در این روش، عبارتند از اسپری، آبکاری، سخت کردن انفجاری و تغییر شکل پلاستیک.اسپری حرارتی
پوشش های با جنس مختلف (معمولاً فلزی) با یک لایه از مواد پوششی، با استفاده از پراکنده سازی پنیوماتیکی ذرات ریز در داخل شعله، ایجاد می شود. شعله موجب افزایش سرعت این ذرات می شود. این کار می تواند در اتمسفر هوا و یا در خلأ انجام شود. این انرژی موجب می شود تا فشار مناسبی بر روی سطح پوشش ایجاد شود و موجب شود تا چسبندگی مناسبی بین پوشش و زیرلایه ایجاد گردد. زیرلایه در این روش، معمولا در دماهای پایینی قرار دارد. این دما از 150 درجه ی سانتیگراد، بیشتر نمی شود. مواد پوششی که با این روش اعمال می شوند، معمولاً عبارتند از: فولادهای آلیاژی، روی، آلومینیوم و آلیاژهای آن، مس، قلع، سرب، نیکل، برنج، کادمیوم، بیسموت، کبالت، کروم، تنگستن، تیتانیوم، مولیبدن، کامپوزیت های نیکل- کروم، کبالت- کروم، نیکل- آلومینیوم، سرب- روی، کاربید تنگستن، آلومینا، اکسیدهای تیتانیوم و مواد مصنوعی دیگر، می باشد. ضخامت لایه های اعمالی با این روش، در گستره ی 50 تا 1000 میکرون است. پوشش های تولید شده با روش اسپری، عمدتاً برای محافظت ماشین آلات و ساختارهای فولادی در برابر خوردگی اتمسفری و افزایش مقاومت در برابر گازهای خورنده، استفاده می شوند.وقتی فلزات به عنوان مواد پوششی استفاده می شوند، فرایند فلزی کردن با اسپری، نامیده می شود. پوشش های تولید شده با روش اسپری، ممکن است تحت عملیات حرارتی، قرار گیرند.
ایجاد لایی ها با اسپری
رسوب دهی با اسپری لایه ی فلزی بر روی یک زیرلایه ی فلزی بوسیله ی روش های جوشکاری (مثلاً ذوب سطحی زیرلایه و چسباندن یک بخش به سطح) انجام می شود. پیوند میان لایه ی مذاب و زیرلایه، دارای طبیعت متالورژیکی است. ایجاد لایی با اسپری، به منظور ذخیره سازی و بهبود خواص تریبولوژیکی و ضد خوردگی، انجام می شود.ایجاد روکش فلزی
در این روش، پوشش دهی فلز زیرلایه بوسیله ی یک فلز یا آلیاژ دیگر، با اعمال فشار خارجی بر روی لایه ی پوشش دهنده در دماهای نسبتاً بالا، انجام می شود. ما دو نوع از روکش دهی فلزی را تقسیم بندی کرده ایم. یکی از موارد، ایجاد روکش فلزی استاتیک (مانند نورد، پرس، برقو زدن یا پرداخت) و دیگری، ایجاد روکش با روش انفجار و انقباض می باشد. مواد ایجاد کننده ی روکش، اغلب از موادی همچون، آلومینیوم و آلیاژهایش، بیسموت، فولادهای کروم دار، نیکل، فولاد ابزار، مس و آلیاژهایش، فلزات گران بها، مونل فلزی، آلیاژ هاست (Hastalloy)، اینوار (Invar)، مولیبدن و آلیاژهایش، نیوبیوم، نیکل، قلع، تانتالیوم و تیتانیوم، می باشند. ضخامت پوشش در گستره ی چند میکرون تا چند میلی متر می باشد. ایجاد روکش عمدتاً به منظور بهبود مقاومت در برابر خوردگی اتمسفری و خوردگی ناشی از گازهای خورنده در دماهای بالا می باشد. در موارد نادری نیز، این پوشش ها ممکن است برای بهبود خواص تریبولوژیکی، الکتریکی و گرمایی و گاها برای دکوراسیون، استفاده شوند.سخت کردن بوسیله ی انفجار
در این روش، سخت کنندگی یک فلز یا آلیاژ بوسیله ی ایجاد موج های شوک دهنده، انجام می شود. این موج ها بوسیله ی تبخیر ناگهانی ماده ی زیرلایه در زمانی انجام می شود که جریان بالایی از الکترون ها در میان نمونه و پوشش، انتقال می یابند. این مسئله موجب افزایش دمای زیرلایه و یا ایجاد انفجار در مخلوط انفجاری می شود. این نوع از سخت کنندگی، در اصل، هنوز در سطح آزمایشگاهی است.تغییر شکل پلاستیک
این فرایند موجب شکل دهی نمونه می شود و بر روی خواص فیزیکوشیمیایی ماده، ساختار و میزان زبری سطحی نمونه اثر می گذارد. البته این فرایند موجب ایجاد تنش های باقیمانده در نمونه می شود. بسته به دما، ما انواع مختلفی از تغییر شکل را داریم:تغییر شکل گرم: این فرایند در دماهای بالا انجام می شود و بدین صورت ری کریستالیزاسیون ماده ی در حال شکل دهی، اتفاق می افتد.
تغییر شکل سرد: این فرایند در دماهایی انجام می شود که ری کریستالیزاسیون، اتفاق نمی افتد بلکه تنها کاهش در ابعاد و کرنش سختی اتفاق می افتد.
بسته به نوع تغییر شکل ایجاد شده، ما این روش ها را به صورت زیر طبقه بندی می کنیم:
نورد: در این روش، ماده بین نورد قابل تنظیم، شکل دهی می شوند.
فرج کردن: وقتی ماده در فرایند فرج قرار می گیرد، ماده در واقع به شکل یک بلوک در می آید و یا با اعمال فشار استاتیک، دچار کاهش سطح مقطع می شود، یا بوسیله ی چکش و یا ماشین های خاص و یا پرس، تغییر شکل می دهد. با اصلاح فرایند فرج، فرایندهای اکستروژن، کشش و فشار، ابداع شده است.
روش های گرمایی
روش های گرمایی از اثرات مربوط به دما بر روی ماده، استفاده می کند. این اثرات عبارتند از:تغییر ریزساختار ماده ی فلزی در حالت جامد (سخت کاری، تمپر و آنیل)
تغییر در حالت تجمع ماده
انتقال از حالت جامد به حالت مایع و دوباره به حالت جامد.حصول یک فلز جامد و یک پوشش از طریق ذوب ماده
سخت کاری، تمپر و آنیل
این فرایند درگیر تغییر در ریزساختار ماده ی فلزی در حالت جامد می باشد. بدین وسیله، تغییرات مناسبی در خواص مکانیکی، شیمیایی و فیزیکی لایه ی سطحی، ایجاد می شود ولی تغییردر ترکیب شیمیایی ماده ایجاد نمی شود. این فرایندها، شامل حرارت دهی القایی، شعله ای، پلاسما، باریکه ی الکترونی و حرارت دهی مقاومتی است. بعد از این گرم کردن، یک فرایند سرمایش با نرخ مناسب، انجام می شود.
ایجاد لایه ی پوشش با استفاده از مذاب
سطح یکنواخت و صافی از فلز بر روی جسم ایجاد می شود. در این روش، فلز یا پوشش غیر فلزی، موجب آب بندی زیرلایه می شود و بدین صورت، یک ساختار آمورف از پوشش ایجاد می شود. لایه ی ایجاد شده در این روش، دارای خاصیت فیزیکی- شیمیایی متغیر در عرض خود می باشد. البته ایجاد ساختار آمورف در این پوشش ها، تنها با افزایش نرخ سرد کنندگی، قابل حصول می باشد. این فرایند می تواند بوسیله ی حرارت دهی با لیزر، پلاسما، شعله و باریکه ی الکترونی، انجام شود.
جوشکاری لایی
یک اصلاح سطحی با استفاده از سری های جوشکاری است که موجب همپوشانی زیرلایه ی فلزی با یک لایه از ماده ی آلیاژی می شود و بدین صورت، یک پوشش با خواصی ایجاد می شود که یکی از شروط زیر را دارد:مشابه تعمیر بخش های فرسوده می باشد.
مشابه حالتی که این زیرلایه ها، موجب افزایش عمر مفید قطعه می شوند، نیست.
جوشکاری لایی موجب می شود تا زیرلایه، به طور جزئی ذوب شود و این مسئله اجازه می دهد تا پوشش به صورت متالورژیکی، به زیرلایه بچسبد. جوشکاری لایی با استفاده از روش های جوشکاری، انجام می شود. این پوشش ها عمدتاً با روش حرارت دهی قوسی یا شعله ی اکسی استیلن، انجام می شود. مواد مورد استفاده برای جوشکاری لایی و برای ایجاد پوشش های با خواص ویژه، عبارتند از: کربن و فولادهای آلیاژی، فولادهای آستنیتی با منیزیم، کروم و نیکل بالا، فولادهای کروم دار و کروم تنگستن، فولادهای تند بر، چدن های با کروم بالا، آلیاژهایی مانند Co-Cr-W، Ni-Cr-B، Ni-Mo و کاربیدهای زینترشده. ضخامت لایه ی جوشش داده شده در این بخش ها، معمولاً به چند میلی متر نیز می رسد. در گذشته، جوشکاری لایی، به عنوان یک روش اصلاح کننده ی برای روکش کاری، محسوب می شود.
پوشش کاری مذاب
در این روش، از باریکه ی لیزری، باریکه ی الکترونی، تخلیه ی جرقه ای، برای حرارت دهی و رسوب دهی یک پوشش استفاده می شود. این پوشش ها معمولاً از جنس فلز (Al، Ni، Si)، آلیاژهای فلزی (مانند Cr-Ni، Cr-B-Ni)، ترکیبات بین فلزی (بوریدها، نیتریدها، کاربیدها)، سرامیک ها یا فلز- سرامیک ها و بر روی سطوح یک فلز یا آلیاژ، اعمال می شوند. در این مورد، خواص هر فلز یا آلیاژ، متفاوت است. این پوشش ها، معمولاً پوشش هایی هستند که به دلیل مقاومت حرارتی، مقاومت به خوردگی و اسید، مقاومت در برابر ایروژن دما بالا، خاص می باشند. به عنوان مثال، آلیاژهای کبالت ممکن است بوسیله ی آلیاژهای نیکل، پوشش دهی شوند تا بدین صورت، سوپرآلیاژهای مقاومت در برابر خوردگی، ایجاد شوند. در مثالی دیگر، آلیاژهای آلومینیوم- سیلیکون، بوسیله ی سیلیکون، پوشش داده می شوند. ضخامت پوشش ها در این روش ها ممکن است به چندین میلی متر برسد و کیفیت پوشش حاصله، بهتر از پوشش های تولید شده با روش اسپری حرارتی می باشد. پوشش های فلزی برخی اوقات، به عنوان یک اصلاح کننده ی پوشش های ایجاد شده با روش روکش کاری، در نظر گرفته می شوند.ذوب کردن
در این روش، لعاب پودری به صورت متراکم در می آید و بعد از ذوب شدن، به زیرلایه می چسبد. زیرلایه ی فلزی در این مورد، معمولاً صفحات فولادی، چدن و فولاد ضد زنگ است. این لعاب ای پودری به صورت خشک یا تر رسوب دهی می شوند. پودر لعاب معمولاً به صورت اکسیدهای فلزی مانند فلورید، برومات و سیلیکات است. این نوع از پوشش ها، می توانند زیرلایه را در برابر خوردگی، محافظت کرده و موجب افزایش میزان زیبایی نمونه شود. ذوب شدن بوسیله ی پخت در دمایی بین 850 تا 950? انجام می شود. ضخامت لعاب حاصله با این روش، در گستره ی یک میلی متر تا چند میلی متر است. این پوشش ها بر روی وسایل آشپزخانه، تجهیزات بهداشتی، مخازن و دستگاه انتقال مواد شیمیایی، مواد غذایی و دارو اعمال می شود و بدین صورت، اطمینان حاصل می شود که این قطعات، در برابر آب و مواد مایع خورنده و گازهای خورنده در دمای بالا، مقاوم هستند.پوشش دهی گرم با روش غوطه وری
این فرایند شامل انجماد یک ماده ی پوشش دهنده ی فلزی بر روی سطح نمونه می باشد. این پوشش با روش غوطه وری، اعمال می شود. انجماد در این فرایند بر روی سطح نمونه و پس از خروج نمونه از حمام انجام می شود. با این کار، یک پوشش چسبنده بر روی نمونه ایجاد می شود. با این روش، توانایی تولید پوشش های قلعی، لایه های قلع- سرب، مس و کادمیوم، قابل حصول می باشند.روش های ترموشیمیایی
در روش های ترموشیمیایی از اثرات ترکیبی زیر استفاده می شود:حرارت دهی و فعال سازی شیمیایی بوسیله ی یک واسط بر روی فلز عمل آوری شده، به منظور اشباع آن با عنصر یا عناصر خاص، ایجاد تغییرات مناسب در ترکیب شیمیایی و ریزساختار لایه ی سطحی.
حرارت دهی و فعال سازی فاکتورهای شیمیایی بر روی مواد پوشش به منظور سخت کردن آن.
بسته به حالت شیمیایی واسط، ما روش های زیر را دسته بندی کردیم:
حالت پودری
حالت خمیریحالت حمام (حمام شامل اجزای فوق اشباع مانند حمام نمک برای کربوریزاسیون یا نیتریداسیون یا حمام شامل ترکیبات فلزی اشباع می باشد)
گاز (مخلوطی از هیدروکربن ها
در مورد حمام هایی که ترکیب آنها از فلزات اشباع مذاب است، وقتی پوشش دهی زیرلایه در دماهای بالاتر از نقطه ی ذوب مواد پوشش دهنده، انجام می شود (مانند دمای ذوب آلومینیوم، روی، روی- آلومینیوم)، این روش را روش غوطه وری گرم نامیده می شود. لایه ی سطحی به طور نمونه وار از یک لایه ی فلزی پوششی و یک لایه ی نفوذی میانی، تشکیل شده است.اشباع بوسیله ی نفوذ (آلیاژسازی نفوذی)
در این فرایند، لایه های سطحی بواسطه ی نفوذ، از اتم ها یا یون های خاصی، اشباع می شوند. این مسئله موجب افزایش خواص تریبولوژیکی، مقاومت در برابر خستگی و مقاومت در برابر خوردگی می شود. این فرایند عمدتاً به دما، زمان و غلظت محیط نفوذی، وابسته است.دو نوع اشباع نفوذی مختلف، وجود دارد:
اشباع نفوذی معمولی که بدون مشارکت فاکتورهای اضافی، انجام می شود. این فرایند زمان زیادی نیاز دارد که معمولاً این زمان، بیشتر از چند ده ساعت می باشد. این مسئله در حالی است که محیط نفوذی در این مورد، ممکن است، جامد، مایع و یا گاز باشد. به طور نمونه وار، عناصری که در این محیط ها، حالت اشباع دارند، عبارتند از کربن، نیتروژن، کروم، تیتانیوم، سیلیکون، گوگرد، نیوبیوم، وانادیوم، آلومینیوم و روی. آلیاژهای اشباع شونده با این روش، عبارتند از فولاد و چدن. برخی اوقات نیز فلزات خالص تجاری مانند نیکل، کبالت، تیتانیوم، مولیبدن، تنگستن، تانتالیوم نیز با این روش، اشباع می شوند. ضخامت لایه ی نفوذی در این روش، به دما و زمان وابسته است و معمولاً بین 0.1 تا 0.3 میلی متر است. در اشباع معمولی، می توان از تمام عملیات های ترموشیمیایی متداول، استفاده کرد مخصوصاً برای فرایندهایی که در دمای بالا، انجام می شود. در اصل، این روش برای افزایش سختی ترکیبات و ابزارآلات، استفاده می شود و با استفاده از این روش، می توان، میزان مقاومت در برابر سایش و خوردگی، را بهبود داد.
اشباع نفوذی با کمک فاکتورهای دیگر: در این روش، از مشارکت یک فاکتور فعال سازی دیگر، برای ایجاد نفوذ، استفاده می شود. زمان انجام این پوشش دهی، کوتاه تر از روش اشباع نفوذی معمولی است و تنها چند ساعت برای انجام فرایند، زمان کافی است. این کار ممکن است تنها در فاز گازی، انجام شود. این روش، برخی اوقات، عملیات ترموشیمیایی نامیده می شود. این روش با اصلاح سطحی انجام می شود و در اصل، به آن روش های CVD گفته می شود. این روش ها در دماهای پایین تری نسبت به فرایندهای نفوذی معمولی، انجام می شود. علت پایین بودن دمای پوشش دهی، موارد زیر است:
انتخاب اتمسفرهای گازی مناسب و استفاده از ترکیبات با دمای ذوب و تجزیه ی پایین
کاهش فشار به فشارهایی بین 500 تا 1000 Pa. این روش را روش CVD فشار پایین نامیده می شود.
فعال سازی الکتریکی محیط گازی با روش تخلیه ی درخشان و یا جریان های فرکانسی بالا. این روش را روش CVD فعال سازی شده می نامند. این روش برای اجزا و قطعه های ماشین، استفاده می شود. این لایه ها، که در این روش تولید می شوند، دارای ضخامتی بین 0.01 و 0.02 میلی متر می باشد و ممکن است از یک ماده ( کاربید، نیترید یا اکسید آهن، کروم، تیتانیوم و کاربید تیتانیوم) یا چند ماده (لایه ی ترکیبی) تشکیل شده باشند. این روش ها برای پوشش دهی ابزارها (عمدتا سری های کاربیدی زینتر شده) یا اجزای ماشین استفاده می شود و با این روش، می توان مقاومت به سایش در این قطعات را بهبود داد.
فرایند اشباع، شامل مخلوط شدن عناصر آلیاژی با لایه ی سطحی مذاب می باشد که با نفوذ جزئی، همراه است. این فرایند آلیاژسازی ذوبی، نامیده می شود.
گیرش ترموشیمیایی
این فرایند شامل انتقال رزین های ترموست، با استفاده از یک روش خاص و ایجاد پوشش بر روی زیرلایه می باشد. این رزین، یک لایه ی ترموست ایجاد می کند و با اعمال حرارت، این رزین به صورت شیمیایی واکنش می دهد و یک پوشش رنگی ایجاد می شود.تاریخ : پنج شنبه 95/1/26 | 5:51 عصر | نویسنده : مهندس سجاد شفیعی | نظرات ()



